Square Cut & Key
The most common and fastest method of georgian panel assembly with each panel segment square cut to length and the adjacent segments held together with a nylon key. Only a saw with length stop and a staple table or drill with measuring jig are required to produce panels in this way. Rigidity can be an issue with this type of panel and grommets (or buffers) are commonly`used in the keys to prevent rattling. This method is less suitable for special finishes where the nylon keys need to be colour matched to the profile. Joints angles are limited to the available keys generally 90o , 45o and 60o.
- Simple panel assembly suitable for high volume production
- Joints made with colour matched plastic keys
- Buffers used to prevent rattling
Mitred
Each profile segment is cut with a 45° chamfer at the joint end. The 4 adjacent bars are then fitted over a key which holds them at 90° to each other and is hidden inside the profile. This system allows any colour of profile to be assembled using the same key but is time consuming to manufacture and does not produce a particularly rigid panel. An accurate saw capable of cutting at 45° and staple table or drill with measuring jig are required to produce mitre jointed panels. Joints angles are limited to 90o .
- Allows assembly of profiles in any finish without special keys
- Only suitable for low volume production
- Panel rigidity can be an issue
Milled
Panels are assembled using continuous mullions with the end(s) of each transom segment machined to fit precisely over any adjacent mullion. The mullion is drilled or notched at the transom position and the joint made using a pin through the mullion and connectors hidden inside the transoms. This type of panel takes longer to produce than other methods but results in a very rigid panel which does not require buffers. Any issue with colour matching of keys is also eliminated. In addition to a saw and drill with measuring jig, a chamfering saw and special purpose milling machine are required for manufacturing panels in this way. Joints can be made between straight and curved profiles at almost any angle.
- Allows assembly of profiles in any finish without special keys
- Continuous mullions (or transoms) produce very rigid panels
- Joints can be made at any angle in straight or curved profiles

Square Cut
2 sizes of profile are required with the transom bar narrower than the mullion. Panels are assembled using continuous mullions. The transoms are divided into the required panel widths and pieces cut to length accordingly. The mullion is drilled at the transom position and the joint made using a pin through the mullion and mating connectors inside the transoms. The end(s) of each transom piece fit into a rebate in the edge of the wider mullion bar hiding the cut edge. This type of panel can be produced almost as quickly as ordinary square cut panels and requires only a saw and drill with measuring jig. The resulting grille is very rigid panel and panels in any finish can be produced without the need for special keys. Joints can be made between straight and curved profiles at almost any angle.
- Allows assembly of profiles in any finish without special keys
- Continuous mullions (or transoms) produces very rigid panels
- Requires special machinery for production
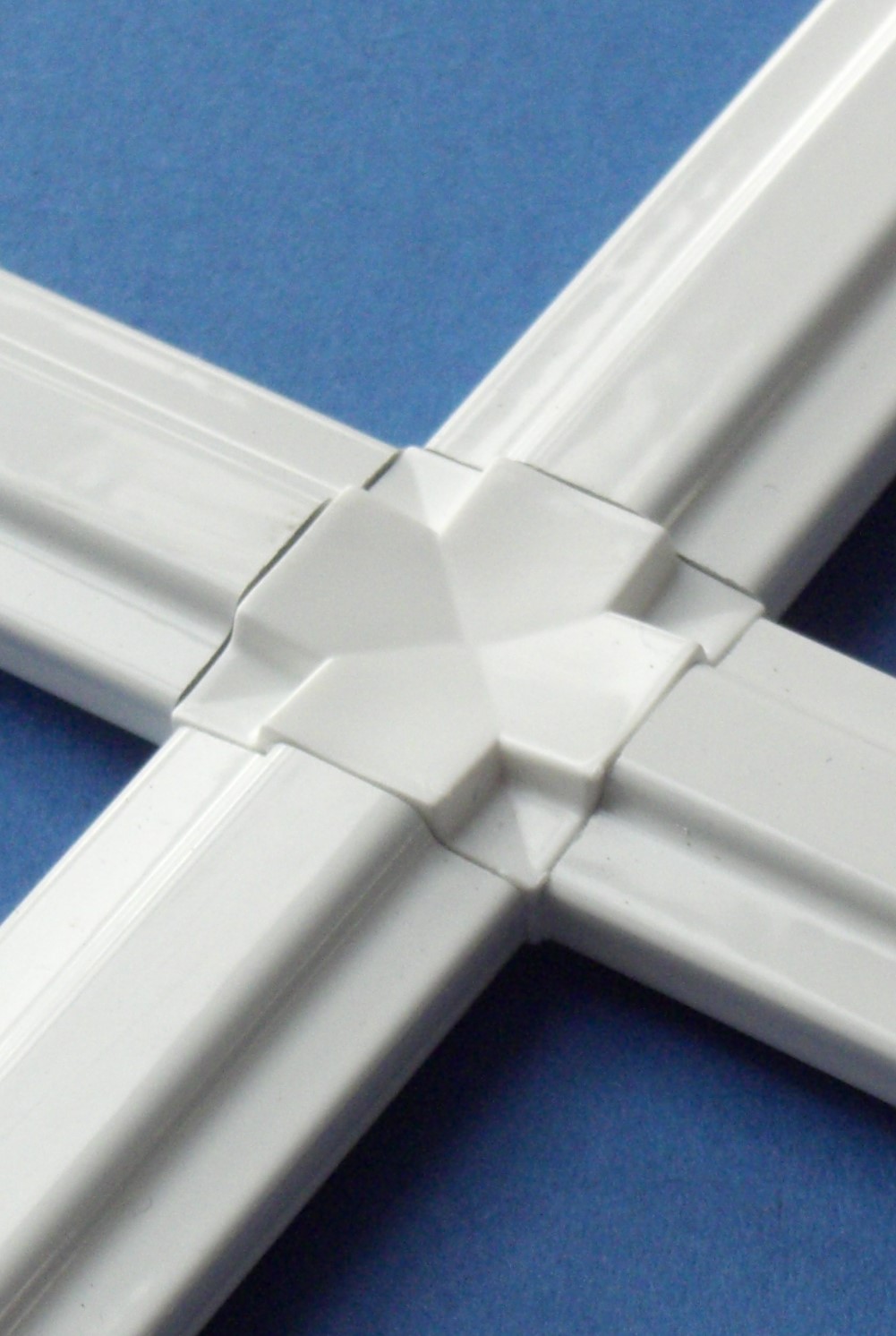
Half Lap
Panels are assembled using continuous mullions and transoms. Both profiles are notched out at the joint position to half their depth with the notch width matching that of the profile. The mullion and transom can then be nested into each other. A clip on cap is employed to cover the joint. Production of this type of panel requires a saw, staple table or drill with measuring jig and special purpose notching device. A panel manufactured in this way is more rigid than the square cut equivalent. Joints angles are limited to the available keys generally 90o and 60o.
- Continuous mullions and transoms assist rigidity
- Limited range of joint angles
- Requires special equipment for production